- 洛阳1.4596量大从优&1.4596上海博虎合金钢
- 首页~~广西梧州蝶山隐形纱窗厂家
- sbs改性防穿刺沥青防水卷材
- 金属7075近期市场价格7075小圆上海博虎特钢
- 常州$金属1J50小圆1J50供货商
- 越干越滑PET塑料片材硅油手感好厂家直销郴州桂阳
- 山东日照莒县不发火细石混凝土——免费指导施工
- 呼伦贝尔4J82锻环4J82——化学成分及用途
- (/推荐积压电缆回收防水电缆回收河南新乡
- 浙江-27simn精密无缝管多少钱一吨 浙江+178*19精拉无缝管+2022商讯##
- 浙江430S18德标不锈钢剥皮光亮材、430S18调质处理状态##2024鼎盛报价
- 绥化-N08904可切割零售180.0199.2776
广东省Q355B钢板切割加工290mm厚厂家下料价格
但今年的‘旺季’行情并没有到来,到来的却是不断攀升的粗钢产量。随着粗钢产量的不断增长,国内市场资源供应量也在不断增多,钢材社会库存出现了连续上涨。在国内钢市供大于求压力显现的情况下,后期钢价将维持震荡下行态势。
钢板切割、钢板加工、钢板零割 钢板切割加工件为主的大型企
碳板\普板\低合金\钢板切割加工 5# 45#等材质

切割下料
1.范 围:本适用于原材料切割下料的加工。适用于以火焰切割及等离子切割作为切割的切割下料。
2.施工:
2.1材料要求:
2.1.1用于切割下料的钢板应经部门检查验收合格,其各项指标规范的相应规定。
2.1.2钢板在下料前应检查钢板的牌号、厚度和表面,如钢材的表面出现蚀点深度超过国标钢板负偏差的部位不准用于产品。小面积的点蚀在不减薄设计厚度的情况下,可以采用焊补打磨直至合格。
2.1.3在下料时必须核对钢板的牌号、规格和表面情况,在确认无疑后才可下料。
2.2施工设备及工具:
2.2.1切割下料设备主要包括数控火焰切割机、数控等离子切割机、直条切割机、半自动切割机等。
2.2.2在气割前,先检查整个气割的设备和工具全部运转正常,并确保安全的条件下才能运行,而且在气割中应注意保持。
2.2.3检测及标识工具分别为:钢尺、卷尺、石笔、记号笔等。
3.切割操作工艺:
3.1在进行自动切割时,吊钢板至气割平台上,应钢板单边两端头与导轨的距离差在5mm范围内。在进行半自动切割时,应将导轨被切割钢板的平面上,然后将切割机轻导轨上。使有割炬的一侧面向操纵者,根据钢板的厚度选用割嘴,切割直度和切割速度。
3.2根据自动切割及半自动切割的不同,各把割 的距离,确定后拖量,并考虑割缝补偿;在切割中,割 倾角的大小和方向主要以钢板厚度而定,在进行厚板气割时,割嘴与工件表面保持垂直,待整个断面割穿后割嘴,转入正常气割,气割将要到达终点时应略放慢速度,使切口下部完全割断。
3.3根据板厚切割参数,切割参数包括割嘴型号、氧气压力、切割速度和预热火焰的能量等,工艺参数的选择主要根据气割机械的类型和可切割的钢板厚度,对未割过的钢板,应试割同类钢板,确定切割参数,同时检查割咀气通畅性。3.4气割前去除钢材表面的污垢,油脂,并在下面留出一定的空间,以利于熔渣的吹出。气割时,割炬的应保持匀速,割件表面距离焰心以2~5mm为宜,距离太近会使切口边沿熔化,太远热量不足,易使切割中断。
3.5在进行厚板切割时,预热火焰要大,气割气流长度超出工件厚度的1/3。割嘴与工件表面约成10°~20°倾角,使零件边缘均匀受热。
3.6为了防止气割变形,操作中应注意以下几个方面:
3.6.1在钢板上切割不同尺寸的工件时,应先切割小件,后割大件;
3.6.2窄长条形板的切割,长度两端留出50mm不割,待割完长边后在割断,或者采用多割炬的对称切割的。
3.6.3直条切割时应注意各个切割割嘴的火焰强弱应一致,否则易产生旁弯。

钢板切割,零割钢板,割板,钢板下料,钢板零割加工无锡威拓钢铁有限公司位于无锡高新区储运物流园。携手国内众多钢企,力求为下游终端企业提供 的钢材现货以及完善的钢材定轧配送平台。威拓钢铁可按客户图纸要求进行钢板切割异型件、切割法兰圆盘毛坯件、仿形件。
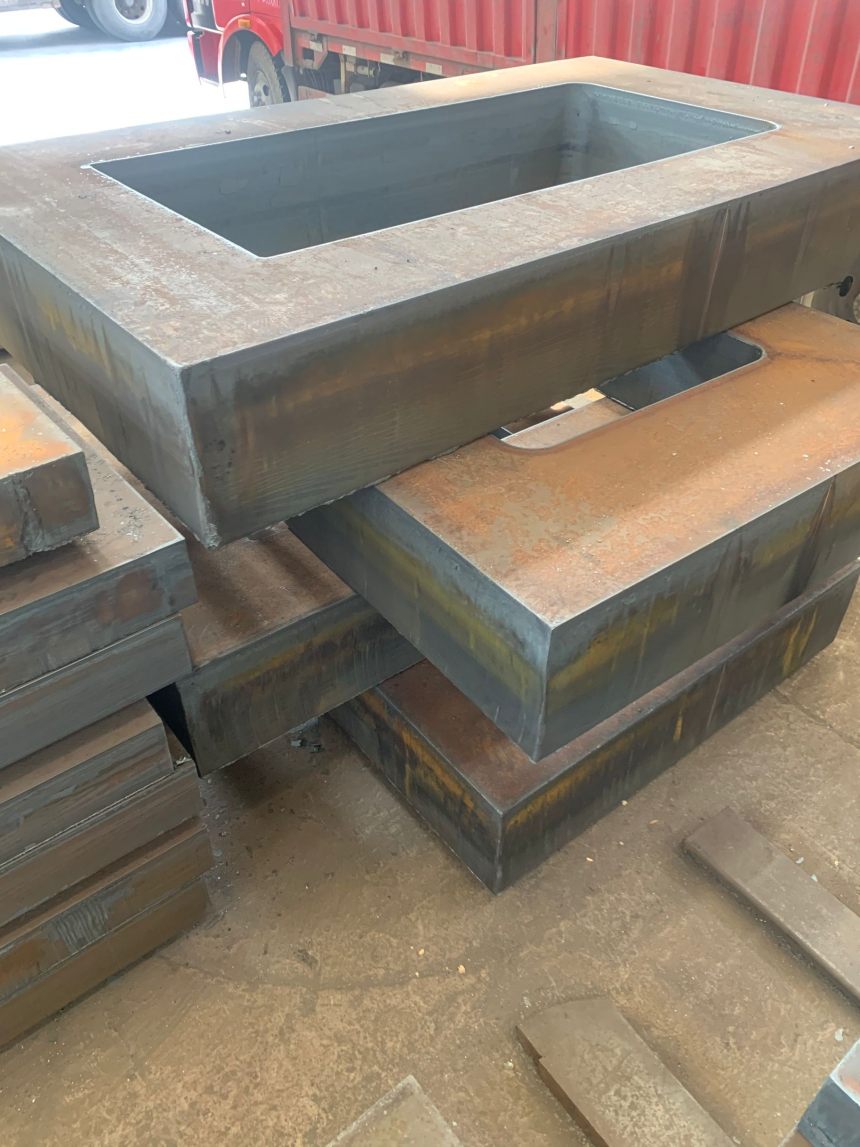
广东省Q355B钢板切割加工290mm厚厂家下料价格

500 遵化钢板切割加工及零割配送 Q235 武安钢板切割加工及零割配 500 南宫钢板切割加工及零割配送 Q235 涿州钢板切割加工及零割配 0 定州钢板切割 0 泊头钢板切割加工及零割配送 Q235B/ -2600 任丘钢板切割加工及零割配送