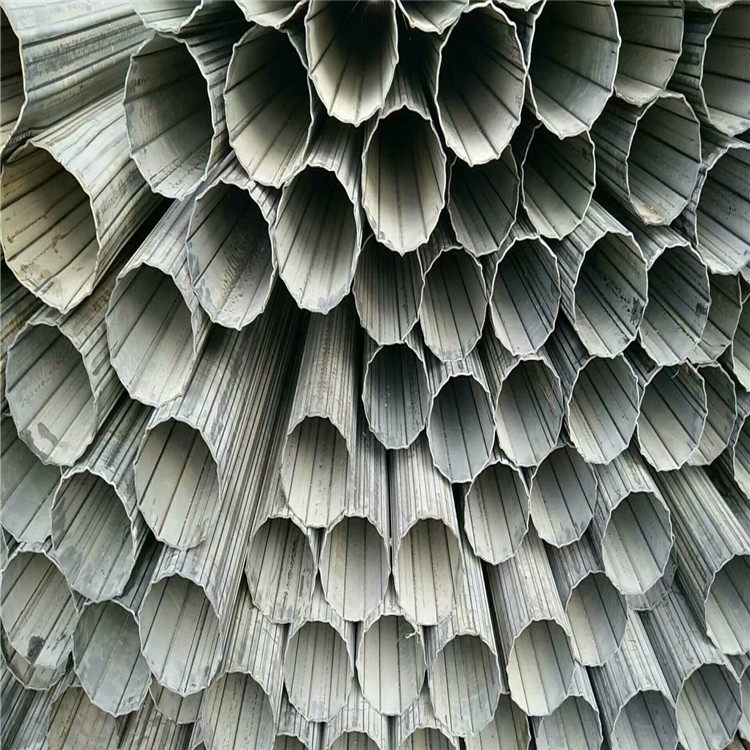
铁岭32*47镀锌梅花管厂家 32*47镀锌梅花管厂家
铁岭32*47镀锌梅花管厂家 32*47镀锌梅花管厂家

在板材表面涂层油膜会得到更好的穿孔效果,而不降低质量。激光氧气切割原理是用激光作为预热热源,用氧气等活性气体作为切割气体。喷出的气体一方面与切割金属作用,发生氧化反应,放出大量的氧化热;另一方面吧熔融的氧化物和熔化物从反应区出,在金属中形成切口。由于切割过程中的氧化反应产生了大量的热,所以激光氧气切割所需要的能量只是熔化切割的1/2,而切割速度远远大于激光汽化切割和熔化切割。激光氧化切割主要用于碳钢、钛钢以及热钢等易氧化的金属材料。
异型钢管激光切割,激光头的机械部分与工作无接触,在工作中不会对工作表面造成划伤;异型钢管切割速度快,切口光滑平整,一般无需后续;切割热影响区小,板材变形小,切缝窄;切口没有机械应力,无剪切毛;精度高,重复性好,不损伤材料表面;数控编程,可任意的平面图,可以对幅面很大的整板切割,无需模具,经济省时。然而根据切割效果来定义分析,异型钢管激光切割,根据激光进行切割的材料,其切割效果能够满意, 度又高,这是继承了激光的优势,也是普通切割防湿不能够媲。

异型钢管是一种硬度非常高的钢管,韧性也很强,在工业建筑上应用的很广泛,和普通的钢管比起来,性能要更加的好点,当然了,工艺也是相对较高的。下面小编来介绍一下 异型钢管怎么样,时注意什么?
1.异型钢管分为结构用无缝管及高压耐热异型钢管。主要区别于异型钢管的生产标准及其工业,对异型钢管进行退火调质改变它的机械性能。
2.其性能比一般的异型钢管多变利用值较高,异型钢管化学成分中含Cr比较多,耐高温、耐低温、耐腐蚀的性能。
3.异型钢管在石油、航天、化工、电力、锅炉、工等行业的用途比较广泛的原因因为异型钢管的机械性能多变化好调整。
异型钢管是一种采用多种热方法的不带焊缝的钢管,因为是利用整块金属而成,表面没有接缝的钢管,所以被称作异型钢管。型号多样,用途也不同。其中,异型钢管因为硬度高,所以经常用于桥梁、汽车大梁、压力容器等设备。
异型钢管的普遍切割方式是什么呢?
异型钢管在应用时要切割的解决,由于要融入各种各样的工作中地址和方法,普遍的切割方式也是就那麽几类,氧天然气火苗氧割,洒水式熔融极电孤切割法,激光器切割法等,这几类切割的方法也是很普遍的,下边大家就而言下异型钢管的普遍切割方式是什么呢?
洒水式熔融极电孤切割法:洒水式熔融极电孤切割法是借助切割丝与产品工件触碰点燃电孤后熔融金属材料,接着被髙压、快速喷涌水冲击性粒化,并快速排出来,伴随着割炬的挪动产生了创口。因为髙压喷涌水功效,创口的热影响区消,对切割18-8型不锈钢板极其有益,它能够减少或防止应力腐蚀的造成。
激光器切割法:激光器切割是一种新式的热切割方式。为热切割不锈钢板的后来居上。它是运用激光设备的率能量对不锈钢板展热切割的方式。它能够用于切割金属材料和非金属材料,有些人把激光器称之为“切割数控片”。
氧天然气火苗氧割:氧割是运用汽体火苗的能源将产品工件切割处加热到一定温度后,喷出来快速切割氧流,使金属材料点燃并释放发热量而完成热切割的方式。氧天然气火苗切割不锈钢板时,关键艰难是创口表层产生高溶点的氧化铬,它阻拦金属材料点燃,导致不可以持续钻削的艰难。为了更好地顺利地切割不锈钢板,除具备充足纯的、有一定工作压力的co2和优良的切割风线外,能够选用氧溶液氧割和震动氧割。
铁岭32*47镀锌梅花管不符标准,可采用机与定心敲击法结合修复。严重锈蚀时,应更换阀座。2膜片应光滑,无划痕,性符合要求。2控制阀5.2.1调节压力阀阀芯与阀座吻合严密,渗漏试验五分钟,渗漏不超过一滴。根据磨损情况,可相应采取机,定心敲击法或研磨法修复。无法修复则更换。2补油阀质量标准、检修方法与压力阀相同。3泵体部分5.3.1柱塞5.3.1.1与导向套配合尺寸公差为酱,圆度为.2mm,直线度为.22mm,表面粗糙度为,表面硬度HR5-55。1.2配合轴径与轴径同轴度.2mm。1.3修磨量.1D(D为直径)。2导向套5.3.2.1与柱塞配合尺寸公差为表面粗糙度5.3.2.2内径与外径同轴度为公.2mm。3密封图应有良好性,元老化裂纹现象,与柱塞配合面无划痕损伤。4曲轴、中轴部分5.4.1曲轴5.4.1.1主轴颈、曲柄颈与轴瓦配合尺寸公差为,圆度.2mm,直线度Φ.2mm,表面粗糙度。1.2主轴颈与曲柄颈平行度为.3mm。1.3主轴颈与曲柄颈修磨量为直径的.4。2轴瓦壳5.4.2.1与轴瓦配合表面无拉伤起毛现象,表面粗糙度。2.2与轴瓦配合表面与导向孔垂直度为.2mm。2.3两轴瓦壳组合后,其两端导向孔同轴度社.2mm。3轴瓦5.4.3.1与轴瓦壳配合寸公差为,与曲柄配合尺寸公差为,配合表面粗糙度5.4.3.2轴瓦键槽与键配合尺寸公差为。4曲轴套5.4.4.1与主铀颈配合尺寸公差为,表面粗糙度为。4.2内径与外径同轴度为Φ.2mm。5中轴5.4.5.1与轴套配合尺寸公差为,圆度为.2mm,直线度.2mm,表面粗糙度,调质。2配合轴径与轴径同轴度Φ.1mm。3修磨量为直径的.4。6中轴套5.4.6.1表面粗糙度。2内径与外径向轴度Φ.2mm。车与验收6.1试车前准备工作6.1.1泵座及周围一切工具和杂物。2检查各部连接螺栓是否紧固。3检查密封圈压紧程度。4检查曲轴箱、液压腔、控制阀油箱的润滑油是否充足。5盘车两周,注意泵内有无异声,盘车是否轻便。6检查电器部分与控制装置有无异常现象。7拆去联轴器柱销,检验电机转向是否正确。8装上联轴器柱销,按好安全罩,准备试车。2试车6.2.1车前必须使泵头内充满水或料液。